

Радиально-поршневые гидромоторы – это устройство, при действии которого гидравлическая энергия преобразуется в механическую. В результате запускается вращающийся выходной вал механизма.



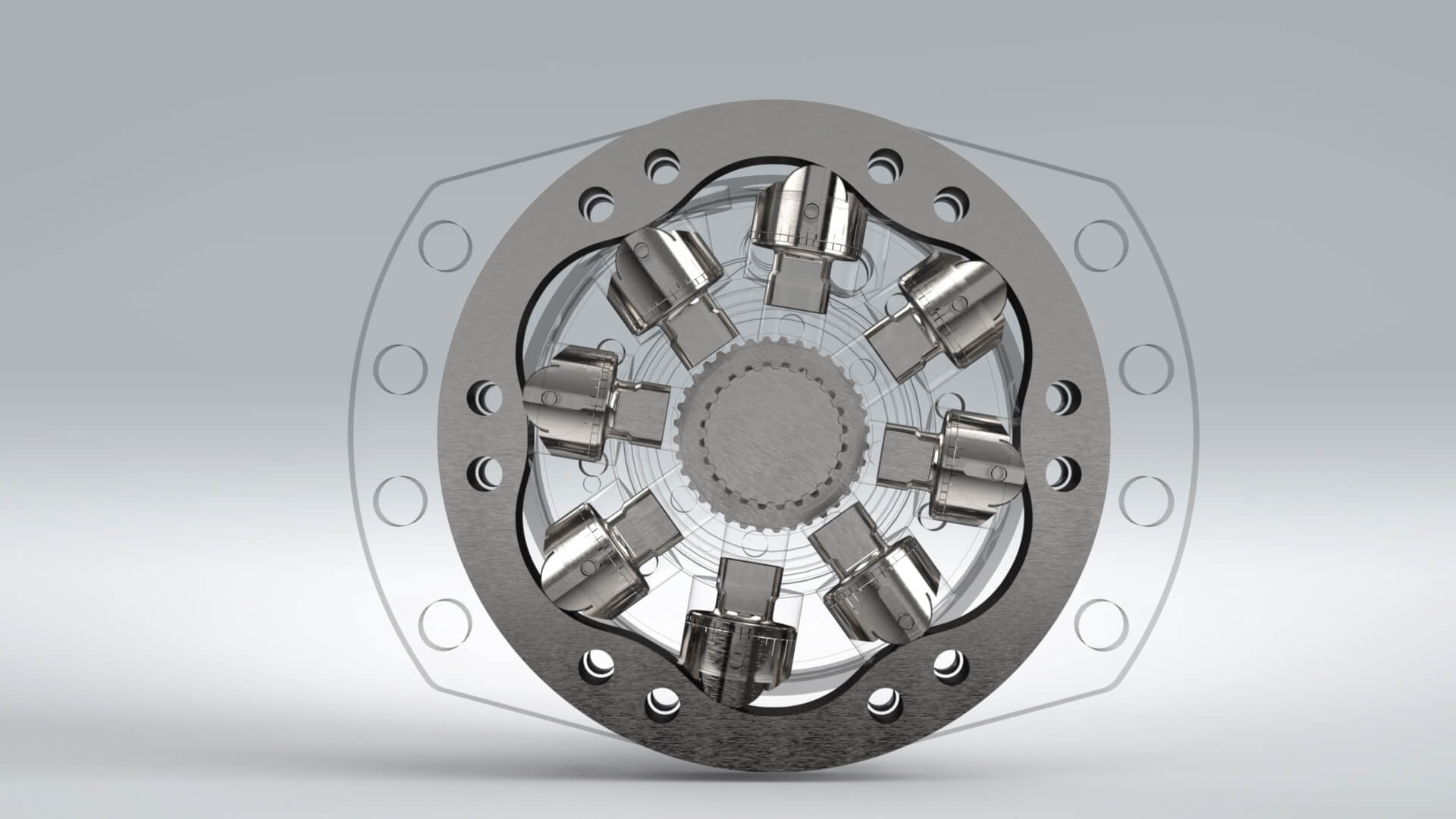
1) Основной проблемой, влияющей на ресурс работы радиально-поршневого гидромотора, является механический, абразивный и адгезионный износ в паре трения поршень – поршневой корпус. Современные методы решения данной проблемы достаточно эффективны, но имеют в себе ряд компромиссных приемов.
Самый широко используемый способ – это пара трения твердое по твердому. Для создания таких пар применяются PVD (Physical Vapour Deposition «напыление конденсацией из газовой или паровой среды») покрытия. Однако нанесение PVD-покрытий внутри отверстий поршневого корпуса гидромотора - сложная техническая задача. Внутрь отверстий покрытие ложится значительно хуже, чем на наружную поверхность. Такова особенность процесса PVD-покрытий. Материал покрытия переносится на поверхность электрическим полем, которого внутри отверстий просто нет. Таким образом создать хорошую (длинную) направляющую поверхность для поршня затруднительно. Инженерыконструкторы вынуждены ограничить глубину отверстия, что существенно влияет на пятно контакта поршня и поршневого корпуса, а также вынуждает применять более жесткие допуска на изготовление деталей узла, с целью избежать возможность перекоса и «закусывания» поршня в поршневом корпусе.
Способ получения функционально-градиентных покрытий методом МДО (микродуговое оксидирование), включающий формирование алюминиевого покрытия с последующим микродуговым оксидированием и термообработкой, запатентованная специалистами ООО «Невский инструментальный завод» (Патент на изобретение RU 2763698 С1) позволяет уйти от этого компромисса и получить на поверхности поршневого корпуса гидромотора хорошую направляющую с твердой поверхностью из оксида алюминия. Твердость поверхностного слоя достигает 1500 HV.
На поверхность поршневого корпуса методом холодного газодинамического напыления наносится слой чистого никелевого порошка фракцией 20-60мкм для формирования подслоя. В дальнейшем, для формирования упрочняющего слоя, на образовавшуюся поверхность наносят порошковую композицию, состоящую из механической смеси алюминия фракцией 20-60 мкм и никеля фракцией 20-60 мкм в соотношении 1:1, при этом дополнительно в композиционный порошок вводят 10-30 % масс. крупнозернистого корунда фракцией 60-80 мкм. Следующим шагом, заготовка поршневого корпуса помещается в ванну с электролитом на основе борной кислоты и в процессе электролиза алюминий оксидируется и приобретает твердость до 1500 HV. Способ отличающийся тем, что:
Данный способ упрочнения поверхности подразумевает под собой последующую механическую обработку поверхности цилиндра в поршневом корпусе методом шлифовки на многофункциональном обрабатывающем центре.
2) Второй, по распространенности, причиной выхода из строя радиальнопоршневого гидромотора является проскальзывание ролика поршня относительно поверхности статора. В то время как он должен катиться по синусоиде статора, как в подшипнике качения. Причина этому попадание инородных частиц между роликом и статором. Результатом продолжительного проскальзывания является появление на поверхности ролика выработки в виде плоской лыски, т.е. отклонение от круглости, что в свою очередь также провоцирует заклинивание ролика, и разрушение обеих деталей становится неминуемым. На поверхности статора проявляются механические дефекты в виде наплывов и задиров, шероховатость поверхности резко ухудшается и износ пары качения также растет с геометрической прогрессией.
Частичным решением данной проблемы также является применение твердого покрытия с целью увеличения стойкости к пластической деформации рабочих поверхностей. Наш технологический процесс предусматривает изготовление детали «Статор» из недорогой конструкционной стали 45 с объемной закалкой до твердости 34…40 HRC с последующим нанесением на поверхность дорожки качения твердого керамического покрытия методом МДО (Патент на изобретение RU 2763698 С1, описанный выше). Производители конкуренты используют сталь, в полтора раза дороже, марки ШХ15.
